![[about:title]](/style/newbanner.jpg)
包裝機使用的塑料薄膜的生產方法:
塑料薄膜根據生產工藝的不同分三類:流延膜、吹脹膜以及定向膜。同一種原料.用不同的生產方法,所制得的博膜的各種性能有較大的差別。 流延膜有擠比熔融流延法和溶劑流延法兩種。溶刑法生產的流延膜由于需要使用大量有機溶劑,加熱揮發去除溶劑和回收溶劑需要消耗大量能源.還需要投資一套設備,操作成本和設備成本都比較大,因此只有在高性能熱固性塑料及迫不得已的情況下才使用,如玻璃紙的生產等。溶劑流延法生產的流延薄膜具有縱橫向性能平褥、無內應力、厚度均勻、極性較高、可以生產5mm以下的超薄薄膜、用于高科技域、生產速度低等特點。
擠出熔融流延法是塑料包裝用熱封用膜的主要生產法,由于流延膜熱封性好、縱橫向性能平茁、生產速度快、透明性好等優點,成為軟塑包裝業的主要生產工藝之—。
吹脹膜是用擠出吹塑的方法生產的薄膜.這種薄膜的性能處于定向腔與流延膜之間,強度比流延旗好,熱封性比流延膜差、薄膜的性能同操作參數關系較大。而定向膜由于撿伸分子發生定向,提高了結晶度,因而結晶型聚合物的定向膜無熱封性,強度是三種薄膜中大的。
此外,壓延法是PVC的主要成膜工藝。壓延:藝雖然投資大、設備維修保養技術要求高、操作較復雜.但具有生產速度快、生產的薄膜質量好的優點.可以生產70—350燦m的各種厚度的PVC膜、片。
包裝機使用的塑料薄膜的表面處理方法:對塑料、鋁箔等博膜材料的表面進行電暈處理時,電極間由于高壓電場對空氣f;6作用,使空氣發生電擊穿發生電離,產生大量的等離子轟擊材料表團,并進入分子結構內.使材料表面分子產生極性,并去除表面油污從而提高材料的表面張力,即熟附能力,使印刷、金屬蒸鍍、涂膠復合等加工牢固可靠。薄膜電暈處理質量的好壞直接影響產品質量相成品質星.特別是塑料包裝膜和電容金屬化膜.對其進行電暈處理是不可缺少的。
電暈處理設備包括預熱輥、電暈處理輥、壓輥、處理電段氧風管和抽風機等。
下面分析在電暈處理設備的運行中應著重注意的幾個方面。
1.電暈處理輥。電暈處理時作為一種屯介質使用。介質主要有橡膠和陶瓷兩類。橡膠輥通常有兩種:硅橡膠或海帕倫。陶瓷輥是無機物質,和其他物質不起反應,長時間地暴露于高能量的狀態下不會磨損.介質系數(兩電極間有介質材料時電容值與無介質材料的電容位之比)也不會改變。撅膠輥的介質系數情況就不一樣,橡膠會老化使介質系數發生變化,陶瓷輥表面比較堅硬不會破損,不易產生背面處理的缺陷、但陶瓷介質輥價格非常昂貴。
在使用橡膠電牽處理輥的場合,更換時必須注意對輥子的質量進行檢查。
(2)電暈處理發生器
電暈處理發生器是電暈發生裝置,通常各種處理機的頻率范圍為9。30H5,電極電壓為lo。15LV。空氣的電暈現象隨著頻率的升高而加劇,即在頻串較高時,相同的空氣間隙下,電暈現象所需的電壓越低,這一點對我們生產塑料簿膜尤為重要,實踐證明電暈處理的電壓越低薄膜所帶靜電越小,而塑料薄膜帶有嚴重的靜電是一個影響質量的大問題。關于電暈使高聚物帶電的機理,存在著兩種不同的觀點,一種認為在電暈放電過程中,離子可以作為一種穩定的實體吸附在高聚物的表面,進入高聚物的表層;另一種觀點認為根據離子的能態與高聚物的表面能態相對量值可發生電子轉移,井導致離子的中和,從在高聚物的表面態中進入電子、空穴,而中和了的離子則不發揮作用。
1.高頻發生器的選擇。塑料薄膜上圍電暈處理帶上的靜電較難處理,因此我們選擇發生器盡量選撣頻串較高的發生器,除此之外,頻串越高,電極的截面積越小,這是因為電容量與面積成正比,而頻率低時,為了讓發生器和阻抗匹配就必須增加表面積,這樣不利于大功率電暈處甲幾組電極的安裝。因此.現在較好的電暈處理機的頻率在20—30k比之間,超過30ub電極會做得像刀一樣容易損壞薄膜,不宜采用。
2.介質、處理材料、空氣的影響。電暈處理和介質輻之間的空氣間隙調整極為重要.應根據處理材料的厚度盡量縮小距離.因為距離過大會使電壓升高。
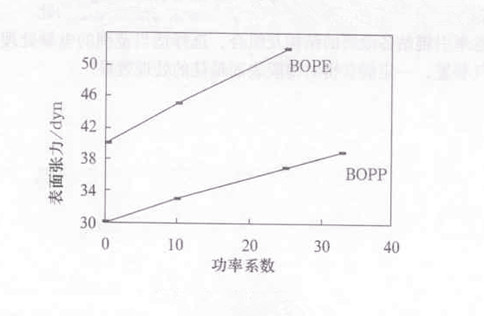
3.電暈處酗L功率的選擇。不同的材料要達到相應的濕潤張力根據其速度、寬度不同,應選擇不同功率的處理機,功率系數如下圖所示。
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865