![[about:title]](/style/newbanner.jpg)
一、 熱成型包裝機概述:
把聚氯乙烯或聚二氯乙烯等熱塑性硬質塑料片加熱軟化,并用真空吸塑或沖頭沖壓等辦法將塑料片成型為容納物料的容器,并經冷卻定型,然后裝入物料。再與一層涂有粘接劑的鋁箔或玻璃紙、復合材料等熱封在一起,后裁剪,完成包裝。能實現這一系列工作(有的不帶裁剪)的包裝機稱之為熱成型包裝機。
此類包裝機初是為包裝藥片、膠囊、針劑等而設計的。包裝品成泡罩狀(故有泡罩包裝之稱),透明可見,對藥品的保存、攜帶、服用均很方便,如下圖所示。

包裝方法現在已發展到能包裝任意形態的任意物料。熱成型得到的容器也已不只是小泡罩狀,而可以是較大的盤狀、杯狀、碗狀,用以包裝食品、日用品、電氣元件等。這種包裝具有重量輕、密封性好、‘適應性強、透明可見、裝箱不用另加緩沖材料、便于銷售和消費等優點,故近年來發展較快。與此相適應,熱成型包裝機近年來也發展很快。
二、熱成型包裝機種類及其應用
根據結構布局、被包裝物形狀、大小的不同和生產率的高低等,可將熱成型包裝機分為多種機型。
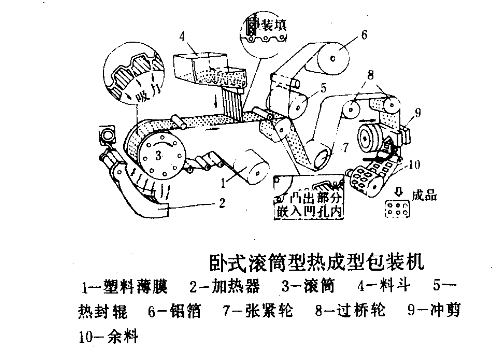
1.高速臥式熱成型包裝機
塑料薄膜被加熱器2輻射加熱后,在真空滾筒上成型為泡狀容器,在運動過程中冷卻。幾經過料斗下方時進行物料充填,再到熱封輥處與鋁箔熱封。然后經過張緊輪、過橋輪運動到沖裁部位進行裁剪,成品輸出,余料被輥卷起來回收。該機的熱但沖裁是間歇進行的,因此設張緊輪,過成型、裝料、熱封都是在連續運動中進行的,但沖裁是間歇進行的,因此設張緊輪,過橋輪作為緩沖區。這種包裝機的工作速度可達7m/min,包裝物料速度達3000粒/min適用于單一品種的大量包裝。
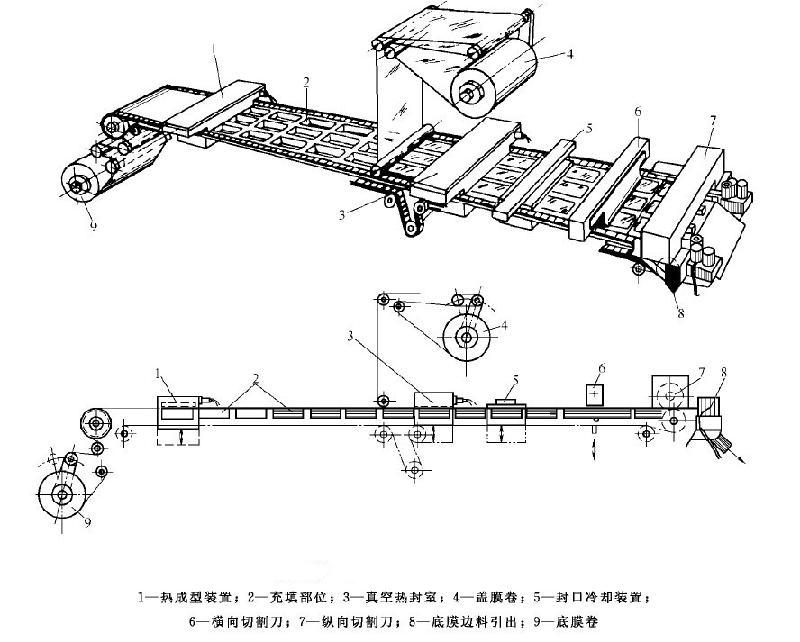
2.步進式大容器熱成型包裝機
薄膜加熱——拉伸成型——充填物料——進行熱封(可以抽氣或充氣后再密封)——沖剪——輸出產品——將包裝材料余料收回。
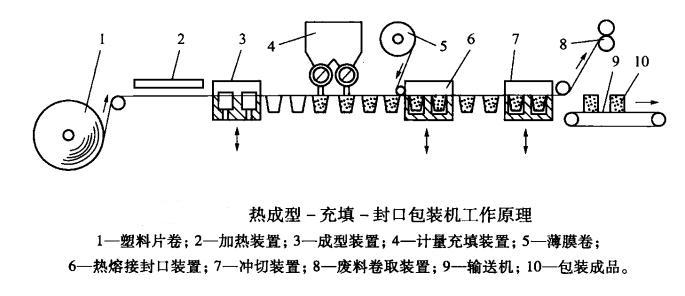
3.立式小型熱成型包裝機
立式小型熱成型包裝機,屬于這一類型的還有國產的LSB一1型等。這種包裝機的工作程序是:熱成型、充填、熱封一~一沖裁,把熱成型、充填、熱封組合在一起了。成型輥筒與熱封輥筒直接對滾,在兩輥筒上方有一進料斗進行充料。因此這種包裝機結構緊湊、占地面積小,生產效率高。這也是立式包裝機的特點。
三、熱成型方法
在熱成型包裝機上都有一個對塑料薄膜進行加熱成型和冷卻定型的問題,熱成型方法的選擇直接影響包裝質量和生產率高低。熱成型方法按成型時作用力的不同可分為以下幾種:
1.氣壓成型法
氣壓成型法是利用加熱軟化之薄膜兩面的氣壓差進行成型。它又分為真空吸塑式和壓縮空氣式兩種。
2.沖模成型法
沖模成型法是將預先加熱軟化的薄膜(或模具本身對薄膜加熱)放在凸、凹模之間,‘隨模具的閉合而成型,再冷卻定型,這種方法效率高,成型精確,可成型大尺寸的容器,如盤子、杯子等。
四、熱封方法
對于聚氯乙烯與鋁箔的熱封采用輥式或板式兩種方法。鋁箔上涂有一層熱熔性粘接劑,加熱溫度為100~130℃。溫度過高會使容器變形,并影響被包裝物,過低不能使粘接劑充分熔化,影響粘接強度。 為了提高粘接強度并美化外觀,要在熱封輥或熱封板上刻上網狀花紋或點狀花紋。
五、包裝材料的選擇
塑料薄膜的選擇對成型質量有直接影響,因此要求塑料薄膜要有較好的成型性能,如成型溫度范圍要大,流動性要好,收縮性要小等等。滿足這些要求的材料主要有聚氯乙烯、聚乙烯、聚丙烯、聚偏二氯乙烯等,以及它們的復合產品。
覆蓋層材料除用鋁箔外,也可用塑料薄片、玻璃紙或復合紙板等。 對粘接劑的要求是無毒、無味、不透氣、不透水、熔化溫度低、粘接強度適當。常用的有聚氨脂樹脂加聚二氯乙烯等。
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865