![[about:title]](/style/newbanner.jpg)
熱成型系統是熱成型包裝機的主要部分,是熱成型包裝的關鍵工序。包裝薄膜在此實現熱成型,形成可充填物料的容器,為整個包裝提供先決條件。
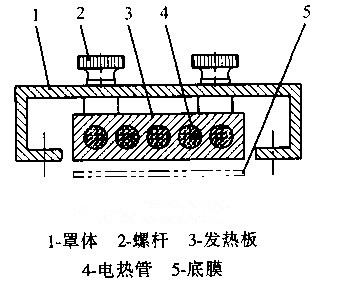
熱成型系統包括預熱部分及熱成型部分。底膜受牽引步近,先停留在預熱區接受加溫。預熱部件如圖所示,由罩體和發熱板組成,固定安裝在機架上。薄膜運行時平貼在其發熱面下。通過螺桿可調節發熱板與薄膜表面的距離,從而達到理想的加溫效果。預熱的作用是為下一步熱成型上序作準備,并且起到提高熱成型效率的作用。
熱成型包裝機的熱成型系統如圖所示,它中上下兩部分組成,上部分是加熱部件,下部分是成型部件。加熱部件的主體由室座4和發熱板5以及調整裝置等組成。發熱板5由螺柱6固定在寶座內,底膜運行時貼近發熱板通過,使已預熱的薄膜繼續升溫并達到適宜的成型溫度。旋轉調節輪11,通過軸7可帶動兩側齒輪9旋轉,并沿機器兩側固定齒條8滾動,可帶動整個加熱部件作前后移動,以適隨薄膜運行的步距,并且與下部分成型模對中。
成型部件的主體為成型模13,它決定了薄膜成型的形狀。成型模13安裝定位在托板I上,托板I和托板Ⅱ緊固聯接。成型模可在托板I的卡槽中縱向滑動,用來調整成型模在機器上的縱向位置。當成型模滑動時,通 過左右緊固螺旋15可帶動緊固卡座18,緊固螺旋15與緊固卡座18為螺紋聯接,緊固卡座18滑動勾合在托板I的兩側卡槽。當旋緊左右緊固螺旋15時,可使左右緊固卡座18向外拉緊,與托板I鎖定,從而固定成型模。托板n的四角固裝有沼座17,與四支導扦12滑動配合。在氣缸的作用下升托板E,帶動托板l從而使成型供上J1直至勺[:部加熱部件的室座壓合。
相關文章:1.全自動熱成型包裝機包裝工藝流程及特點
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865