![[about:title]](/style/newbanner.jpg)
熱成型包裝機常用的成型方法有兩種,其一為真空回吸成型,其二氣脹式真空回吸成型。
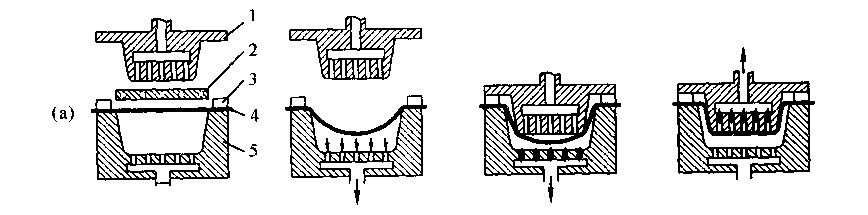
下圖所示是真空回吸成型法。片材被夾持加熱到一定的溫度,由下模底抽真空,今片材吸入模腔至預定深度;然后上模下降壓入下凹的片材內,直至上下模框邊相互扣合將片材密封在抽空區內為止。其后,連接上模的閥門打開,由部抽真空,將片材回吸使其與上模面貼合成型。后經冷卻脫模,完成整個成型過程。
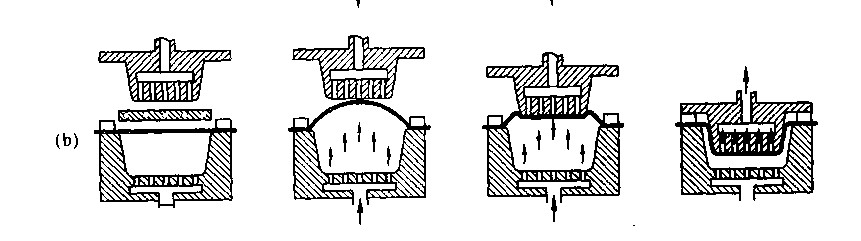
下圖所示是氣脹式真空間吸成型法。采用這種方法使片材預拉伸是靠壓縮空氣。當壓縮空氣由下模腔進入,將使受熱的片材上脹成泡狀,達到一定高度后,上模下壓,將片材反壓入下模腔內。在上模下壓過程中,下模腔內仍保持適當的氣壓,使片材始終貼緊上模。當上模下壓至適當位置使上下模框相互扣緊密封時,上模部抽空閥門開啟進行抽氣,從而使片材回吸與模劇貼合成型。
熱成型包裝機預拉伸回吸成型法所得的制品壁厚較均勻,而且可進行復雜形狀的成型。
相關文章:1.全自動熱成型包裝機包裝工藝流程及特點
2.熱打碼機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865