![[about:title]](/style/newbanner.jpg)
典型的立式連續制袋裝填包裝機總體結構如下圖所示,整機包括七大部分:傳動系統、薄膜供送裝置、袋成型裝置、縱封裝冒、橫封及切斷裝置、物料供給裝置以及電掛檢測系統。
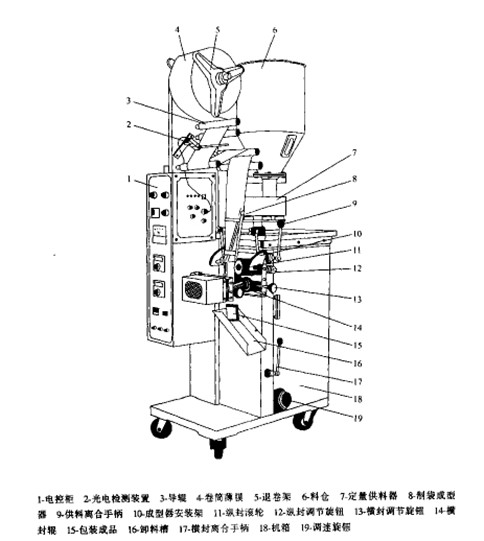
如圖中所示,機箱18內安裝有動力裝置及傳動系統,驅動縱封滾輪11和橫封輥14轉動,同時傳送動力給定量供料器7使其工作給料。卷筒薄膜4安裝在退紙架5上,可以平穩地自由轉動。在牽引力的作用下,薄膜展開經導輥組3引導送出。導輥對薄膜起到張緊平整以及糾偏的作用,使薄膜能正確地平展輸送。
立式連續制袋裝填包裝機總體結構的主要部件是一個制袋成型器8,它使薄膜由平展逐漸形成袋型,是制袋的關鍵部件。它有多種的設計形式,可根據具體的要求而選擇。制袋成型器在機上通過支架固定在安裝板10上,可以調整位置。在操作中,需要正確調整成型器對應縱封滾輪11的相對位置,確保薄膜成型封合的順利和正確。
立式連續制袋裝填包裝機總體結構橫封裝置主要是一對橫封輥14,相對旋轉,內裝發熱元件。其作用也有兩個:其一是對薄膜進行橫向熱封合。一般情況下,橫封輥旋轉一周進行一次或兩次的封臺動作。當每個橫封輥上對稱加工有兩個封合6時、旋轉一周,兩輥相互壓合兩次。其二是切斷包裝袋,這是在熱封合的同時完成的。在兩個橫封輥的封合面中間,分別裝嵌有刃刀及刀板,在兩輥壓合熱封時能輕易地切斷薄膜。在一些機型中,橫封和切斷是分開的,即在橫封輥下另外配置有切斷刀,包裝袋先橫封再進入切斷刀分割。不過,這種力法已較少采用,因為不但機構增加了,而且定位控制也變得復雜。
物料供給裝置是一個定量供料器7。對于粉狀及顆粒物料,主要采用量杯式定容計量,量杯容積可調。圖示定量供料器7為轉盤式結構,從料倉6流人的物料在其內由若干個圓周分布的量杯計量,并自動充填人成型厲的薄膜管內。
立式連續制袋裝填包裝機總體結構的電控檢測系統是包裝機工作的中樞系統。在此機的電控柜上可按需設置縱封溫度、橫封濕度以及對印刷薄膜設定色標槍測數據等,這對控制包裝質量起到至關重要的作用。
相關文章:
2.漿糊貼標機
3.茶葉真空包裝機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865