![[about:title]](/style/newbanner.jpg)
一. 包裝機使用過程的組織形式概述
1.生產過程及其組成從一定意義上說,包裝機的使用過程的與工業產品的生產過程類似,我們可通過研究工業產品的生產過程來熟悉包裝機的使用過程。所謂生產過程是指從生產投入開始,經過一系列的加工,直至產品產出來的全部過程。在生產過程中,主要是勞動者運用勞動工具,直接或間接地作用于勞動對象,使之控人們的預定目的變成工業產品。在某些生產技術條件下,實現產品的生產,還要借助于自然力的作用。生產過程就是一系列相互聯系的勞動過程和自然過程相結合的全部過程。
工業企業的生產過程一船根據各部分在生產過程的作用不同,可劃分為以下三部分
(1)基本生產過程:是指對構成產品試題納勞動對象直接進行工藝加工的過程;
(2)輔助生產過程:是指為保證基本生產過程的正常進行而從事的各種輔助性生產活動;
(3)生產服務過程是指為保證生產活動順利進行而提供的各種服務性工作。
上述三個部分彼此結合在一起,構成企業的整個生產過程。其中,基本生產過程是主導部分,其余各部分都是圍繞著基本生產過程而進行的。
2.包裝機使用過程的組織形式的基本要求
合理組織包裝機的使用過程,使生產過程始終處于狀態,是保證企業獲得良好經濟效果的重要前提之一。
二.包裝機使用過程的空間組織、時間組織
包裝企業的生產過程都是在一定的空間內,通過許多相互聯系的生產單位來完成的。
1.企業的總平面布置和車間布置
(1)企業酌總平面布置。所謂布置,就是對企業系統所占據的空間位置的要素進行總體安排,使之在有限的空間內各得其所,相互協調地實現系統規定的共同目標。企業的總平面布置也就是對企業的總體安排。根據對組成企業的車間、倉庫、公用設施、服務部門等進行合理布置,確定其平面和立體的位置,并確定物料流程、運輸方式和運輸線路。
包裝型企業的總平面布置設計的方法一船分為物料流向圖法、作業相關圖法和綜合法三種。
(1)物料流向圖法。這是按照從原材料進廠到成品出廠,制品在生產過程戶總的流動方向及運輸量來布置企業的車間、設施和生產服務單位。合理化布置的目標是根據產品的工藝流程在生產過程中的濟向,盡量避免迂回、交叉或例流,使全廠的搬運總量小。
(2)作業相關圖法。它是繪制生產活動作業相互關系囤,按其相互關系的密切程度進行布置,以求得較好的總平面布置方案的方法。
(3)綜合法。它是綜合物料濟向圖法和作業相關圖法來進行企業的總平面布置的方法。
2.車間布置。車間內部設備布置是否合理,將影響產品納生產周期和生產成本,影響勞動生產率的提高。車間布置有以下三種形式:
(1)工藝專業化。它是把同類型的機器設備和同工種的工人集中在一起,建立一個生產單位,對企業生產的各種產品進行相同工藝6t加工。工藝專業化形式的主要優點是;能夠充分地利用設備和生產面積;便于進行工藝管理;能較好地適應品種變換的要求。其缺點是:產品在加工過程中的運輸路線長、產品生產周期長和占用資金多,增加了各生產單位之間的協作關系,帶來7管理工作的復雜化o
(2)對象專業化。它是把不同類型的機器設備和不同工種的工人集中在一起,建立一個生產單位,對相同的制品進行不同工藝納加工。優點是:加工路線短,運輸費用省,生產周期短,占用在制品資金少,可以簡化管理、加強責任制等。缺點是:設備專用性強,需要星多,投資大;設備利用率低;工藝復雜,不利于進行專業化的技術管理;對產品品種變化的適應能力差。
(3)綜合形式。它是綜合了工藝專業化和對象專業化的優點所構成的介于它們之間的一種綜合形式。這種布置形式機動靈活,應用得當,可取得較好的生產經濟效益。故被我國企業廣泛采用。
采用何種形式布置包裝機車間或工段,取決于企業的個體條件。主要是企業的生產類型和生產規模,產品結構和工藝復雜程度,以及企業的專業方向穩定程度等。
2.包裝機使用過程的時間組織
包裝生產過程的組織在時間上要求各個生產單位或部門之間做到相互協調、密切配合,以達到盡可能地縮短產品的生產周期。所謂生產周期是捐從材料投入加工開始到成品生產出來為止的全部過程的時間長度。根據產品的生產過程分類,生產周期也可分為勞動過程時間和自然過程時間。相應的又可分為工藝時間、質量檢驗時間、運輸時間、自然力作用時間和等待停歇時間。由此,可以得出縮短生產周期酌途徑:先是在不影響包裝質量的前提下,減少工藝工序的作業時間;其次是縮短輔助時間。如運輸與檢驗時間,通過人工績效來加速自然力作用過程;再次是盡量減少停歇中轉時間。如計劃管理,做好生產準備工作與設備維修工作,盡量減少組織性中斷或改變工作制度如班次調整等。
包裝生產企業的勞動對象在生產過程中的移動方式,對生產周期的長短有明顯影響。移動方式分別有如下三種:順序移動方式、平行移動方式和平閘匝序移動方式。
〔1)順序移動方式。順序移動方式即每批制品在某道工序全部加工完畢后才整批地向下道工序穆送,加工對象在各道工序上是整批移動的,一批產品在各道工序的加工,在時間上是連續的。現舉例如下圖
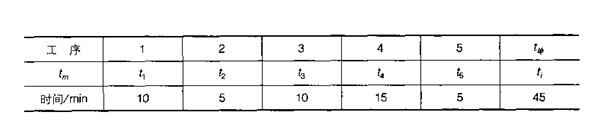
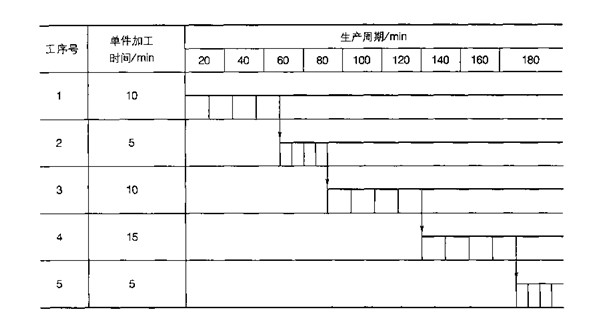
圖中僅僅列出了各工序加工時間:對于工序之間的檢驗時間、運輸時間等均未加考慮,所以實際上的是工藝性生產周期,下面的兩種移動方式東得的生產周期與此性質相同。
相關文章:1.茶葉真空包裝機
2.軟管封尾機
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865