![[about:title]](/style/newbanner.jpg)
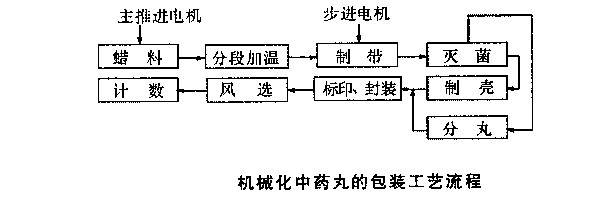
中藥丸的蠟封包裝是中藥丸制作的后一道工藝過程,其工藝要求嚴格,操作過程復雜。采用人工包裝不僅費時費工,效率很低,而且很難做到無菌操作。因此,采用自動包裝機械完成中藥丸的包裝是一項勢在必行的工作。中藥丸蠟封包裝工藝過程包括進蠟料、分段加溫、制蠟帶、滅菌、制殼封裝、計量等步驟。機械化完成這一工藝過程對中藥丸包裝機雙單片機智能控制系統的具體要求是:
(1)對多點的溫度值(本例8路)進行測量、顯示,并對其中的某些溫度點(本例4路)實行控制,誤差保證在土l℃之內;
(2)步進電機要與主推進電機協調配合,以便產生均勻厚度的蠟帶;
(3)對封裝好的蠟九進行計量、統計,并顯示結果;
(4)對進料(包括藥丸和諾料)進行監測,對無料進行報警;
(5)打印各路溫度設定值、實際值和蠟九統計結果;
(6)具有自動、手動切換功能,手動時仍需具有顯示、打印、報警等功能。
考慮到現場操作人員的操作習慣,在中藥丸包裝機雙單片機智能控制系統設計中,數字顯示的設定盡可能采用直觀方式.如溫度設定采用撥盤,控制參數的修改采用手動開關。因為各種參數的輸人量較多,我們采用了雙單片機系統。
中藥丸包裝機雙單片機智能控制控制系統工作原理:
由兩片803l單片機構成的雙機系統如圖所示,兩單片機并行工作,單片機之間由鎖存器進行數據緩沖、并行通訊和數據交換。
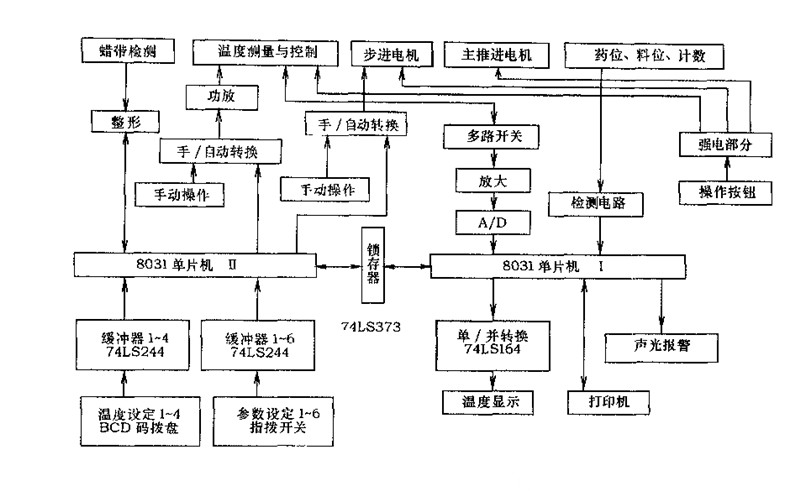
單片機Ⅰ是檢測單元,它對8路溫度進行巡回檢測,測量值經過軟件數字濾波、標度變換后成為實際溫度值。把這些實際溫度值經鎖存器依次送往單片機B,同時,把各種溫度值轉換成供顯示用的段碼,并把這些段碼經串行口輸出,經串、并轉換成為并行的段碼,驅動LcD顯示器顯示相應溫度值。對包好的蠟九進行計數,完成班次工作量統計。蠟九經安裝在蠟九經過路徑上的紅外光電傳感器檢測,檢測信號送入單片機I的片內計數器.即可完成蠟九計數。對蠟料及藥丸的數量進行監測,一旦發現蠟料或藥丸數量低于某一值時進行報警提示。蠟料及藥丸的檢測也采用紅外光電傳感器,接有一臺面板式安裝的微型打印機,并設有一個打印按鈕。如操作者技下打印按鈕,單片機I先查詢打印機狀態,如打印機空閑,則向打印機輸出數據,然后再查詢,打印機仍然空閑時,則再次輸出數據,直到所有數據打印完畢為止。
相關文章:蜜九包裝機紅外光監控系統
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865